動物患病或死亡后,多攜帶有大量致病性細菌或病毒,不僅會造成嚴重的環境污染問題,還極易引起養殖場內部反復交叉感染,甚至產生重大動物疫情,危害畜牧業 生產安全。目前,很多的中小型養殖場沒有無害化處理專用設施。《中華人民共和國 動物防疫法》規定,禁止屠宰、經營、運輸、加工經營病死及死因不明的動物及動物 產品,病死動物不得隨意處置,必須進行無害化處理。國務院在《國家中長期動物疫 病防治規劃(2012-2020 年)》中明確:動物疫病防治工作關系國家食物安全和公共衛生安全,關系社會和諧穩定,是政府社會管理和公共服務的重要職責,是農業農村工 作的重要內容,也明確提出要落實無害化處理措施。因此,項目建設既符合做好動物 無害化處理建設等動物防疫基礎工作的現實要求,也符合國家政策和法律法規的規定, 是可持續發展的需要。
根據《病死及病害動物無害化處理技術規范》(農醫發[2017]25 號)規定的無害化處理方法包括焚燒法、化制法、深埋法及硫酸分解法。其中化制法是指在密閉的高壓容器內,通過向容器夾層或容器內通入高壓飽和蒸汽,在干熱、壓力或高溫、壓力的作用下,處理動物尸體及相關動物產品的方法。根據《國務院辦公廳關于建立病死畜![]() 禽無害化處理機制的意見》(國辦發[2014]47 號),病死畜禽處理設施應優先采用化制、發酵等既能實現無害化處理又能資源化利用的工藝技術。
禽無害化處理機制的意見》(國辦發[2014]47 號),病死畜禽處理設施應優先采用化制、發酵等既能實現無害化處理又能資源化利用的工藝技術。
所用的工藝方法為化制法,采用封閉自動化加溫滅菌化制處理工藝來處理病死畜禽,其工作原理為利用燃氣鍋爐的高溫蒸汽控制化制爐的溫度和壓力,隨著時間的增加達到消除病菌的目的,天然氣鍋爐供化制、壓榨、油脂凈化和成品油罐供熱。
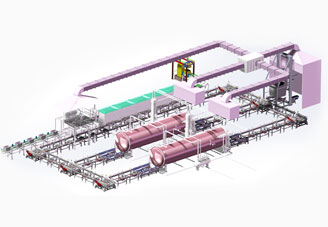
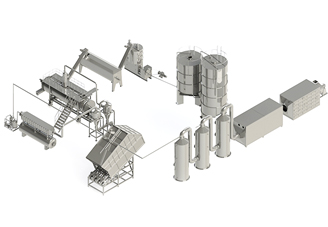
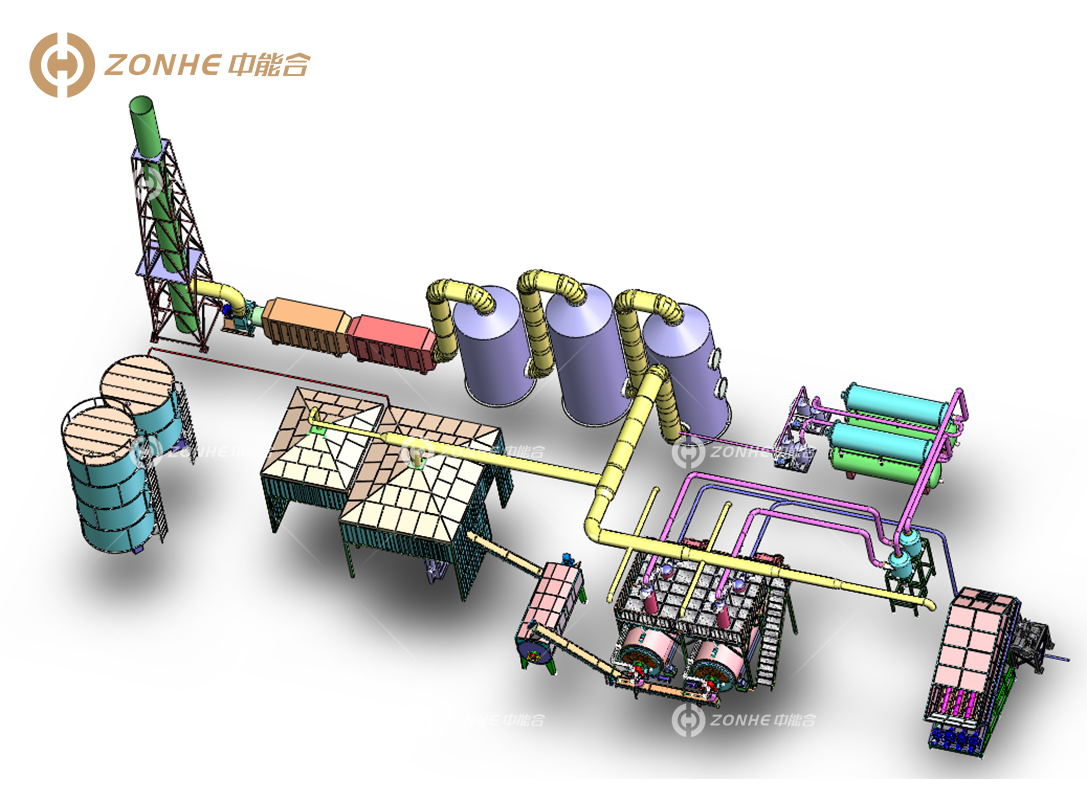
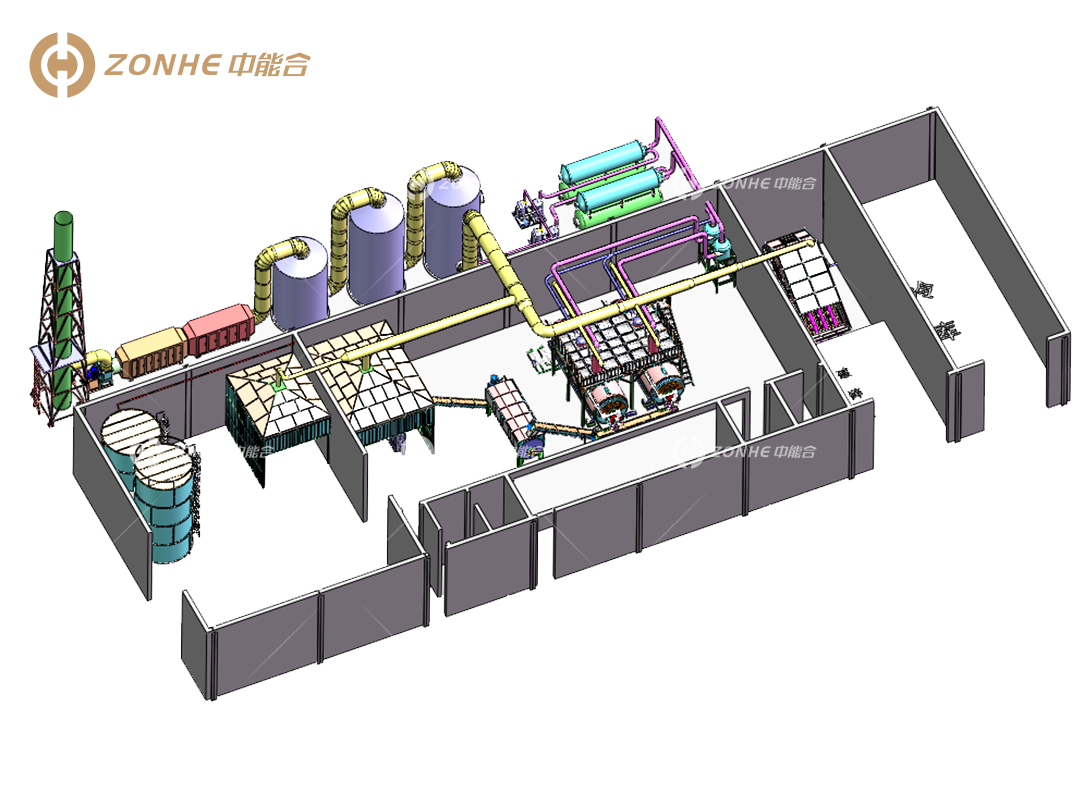
本生產工藝流程及污染物產生節點見圖
項目主要生產工藝流程簡述:
(1) 汽車運輸和儲存
病死畜禽通過專用密閉汽車收集運送, 車輛完全進入后關閉門進行消毒;然后打開預處理車間門,將消毒后的車輛駛入預處理車間內,關閉預處理車間門;清洗消毒車間被污染的空氣通過車間頂部安裝的抽風系統對車間內的惡臭廢氣進行凈化處理,避免清洗消毒車間門開啟后污染外部大氣環境,清洗消毒車間頂部安裝的抽風系統將使車間處于微負壓狀態。
運送車輛進入預處理車間將病死畜禽直接翻卸到原料儲倉內,原料不進行去內臟等預處理。
卸料后的運送車輛駛出預處理車間后關閉門,駛入車輛清洗消毒車間,運輸車輛首先經過高壓節水噴水設施進行清洗,待車輛清洗干凈后采用消毒噴霧器對車廂內部、車廂表面及輪胎進行徹底消毒。消毒完成的車輛駛出車間關閉門。
(2) 預破碎
原料倉內的原料通過自動傳輸系統把物料輸送至預碎機。病死畜禽在密閉的預碎機內,在絞刀的作用下,可實現對整頭病死動物的破碎,將病死動物破碎成粒徑 40mm--50mm 的肉塊。破碎后的物料由輸料泵通過管道打入不銹鋼儲料斗,儲料斗起到緩沖儲存的作用。預處理車間頂部設置抽風系統,車間呈微負壓狀態。
(3) 化制
 儲料斗中的物料通過密閉管道采用負壓輸送的方式直接進入高溫化制罐, 該過程內全程密閉,智能操作無需人員直接接觸,避免了病菌二次污染,極大的改善了工作環境。
儲料斗中的物料通過密閉管道采用負壓輸送的方式直接進入高溫化制罐, 該過程內全程密閉,智能操作無需人員直接接觸,避免了病菌二次污染,極大的改善了工作環境。
物料裝至額定重量后,關閉罐口,通過向化制罐夾層通入高溫飽和蒸汽(由天然氣蒸汽鍋爐提供),進行加熱升壓滅菌,罐內溫度達到 140 度(0.3Mpa)后,保持壓力 30分鐘,然后進入干燥階段,采用低溫真空干燥的方式,干燥 3-4 小時后,物料的含水量降至 10%-20%,含油脂 30%左右。利用批次處理的方式,投料、蒸煮、烘干、出料整個工藝流程 5-6 個小時。此過程加熱采用天然氣蒸汽鍋爐提供熱源,蒸汽不與處理物料直接接觸。
化制烘干完成后,開啟卸料電控閥,物料通過螺旋輸送機直接進入半成品緩存倉, 卸料電控閥確保放料時無蒸汽溢出,無需手工操作。
(4) 壓榨
 化制完成的半成品由緩存倉通過密閉螺旋輸送機送入榨油機。項目采用物理脫脂方式,脫脂過程向螺旋榨油機通入高溫蒸汽,以保證脫脂系統溫度在 80℃-90℃之間,高溫蒸汽由燃氣蒸汽鍋爐提供。壓榨脫脂后物料分為肉骨粉(有機肥料)和油脂(工業用油)。
化制完成的半成品由緩存倉通過密閉螺旋輸送機送入榨油機。項目采用物理脫脂方式,脫脂過程向螺旋榨油機通入高溫蒸汽,以保證脫脂系統溫度在 80℃-90℃之間,高溫蒸汽由燃氣蒸汽鍋爐提供。壓榨脫脂后物料分為肉骨粉(有機肥料)和油脂(工業用油)。
(5) 風冷、粉碎和包裝
壓榨后分離出的肉骨粉溫度在 60℃-70℃之間,通過密閉螺旋輸送機進入冷卻系統, 采用轉筒式風冷機將物料的溫度降至室溫±5℃,然后物料通過密閉式螺旋輸送機輸送
緩存倉

緩存倉內的物料通過密閉螺旋輸送機輸送至粉碎系統(采用水滴式粉碎機,粉碎后的物料粒徑為 60 目左右,并配置成套的除塵設備)。粉碎后的物料由密閉式輸送機輸送至自動包裝機進行自動稱重、包裝,用封口機封口,即為骨肉粉成品。
(6) 油脂凈化
分離出的油脂通過管道輸送至加熱攪拌罐(蒸汽加熱,溫度控制在 80℃-90℃ 之間),經過加熱攪拌罐加熱攪拌均勻后,由管道進入臥式離心機加熱(蒸汽加熱)離心、凈化,得到產品工業用油(此產品為毛油,含有少量水分,不在廠內進行油水分離的進一步精制),通過導油槽、輸油泵、管道輸送至儲油罐儲存。為防止油脂凝固,儲存過程應控制儲油罐溫度在 40℃-50℃之間(熱源為蒸汽鍋爐)。離心后的固體殘渣通過回渣螺旋輸送機輸送至化制后物料緩存倉內,返回生產工序。
本產品符合商務部對病豬無害治理的管理要求,符合國家環保和鍋爐壓力容器監督檢驗部門的設計生產要求。

電 話: 0536-6550346/13806465666
手 機:13806465666
郵 箱:zzxxccv@qq.com
官 網:www.zaqa.com.cn
地 址:山東省諸城市人民路與工業大道交匯處